


.png "修邊機,修邊機刀具,修邊機配件,修邊條,切邊機,修邊機推薦")




.png)

.png)

.png)
- 歡迎來到星鋼實業有限公司 HIKAN INDUSTRIES CO.,LTD
常見問題
這裡是常見問題,您可以找到您需要的答案
- 研磨下刀(0740880)不知道要怎樣的磨角度才正確,也才不會被下刀碰傷?
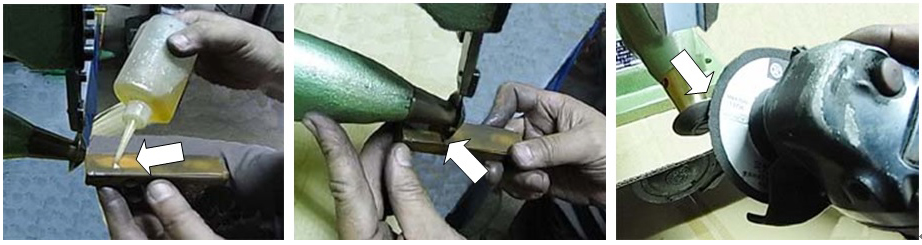
- 1. 研磨下刀最方便最快的方式是使用油石TS00010來研磨刀口(1).移開上刀及壓腳.(2).首先在油石上塗磨一層機油(#30~#40等)-增加研磨銳利度(3).為了安全起見,在研磨的過程中不傷害到雙手,請用右手的姆指與食指握住油石的後端,左手的中指與姆指夾住油石的前端,左手的食指務必要頂著下軸護桿上的前端不動,作為運動的支點.(4).油石須與下刀保持約直角的角度,以左手的食指為運動支點,然後右手往前推,往後拉重覆研磨,直到感覺刀口銳利.(5).由於下刀材質是特殊合金鋼,硬度高,所以須稍為耐心研磨2. 當下刀使用到較小的時後,您會感覺到厚度有變厚時,而比較不好研磨,此時也可以使用一般"小型手提砂輪機-Grinder"裝上軟性的"可彎曲砂輪片",定位研磨角度後來磨銳刀口,再用油石稍為修飾研磨即可.
 油石用於研磨 0740880 等下刀之刀口或著研磨 0730710 上刀之平面,如果上刀的表面是非常的光滑,而沒有凹陷的痕跡(階梯式平面),那上刀的刀口會很銳利,操作時上下刀接觸也不會產生噪音.(因為074082U下軸整組的結構,裝置下刀時,是稍為緊壓著上刀0730710,所以上刀如有凹陷痕跡-階梯式平面,它會上上下下不斷的接觸撞擊下刀,影響了切削效果,而且噪音也會從這理產生出來).
油石用於研磨 0740880 等下刀之刀口或著研磨 0730710 上刀之平面,如果上刀的表面是非常的光滑,而沒有凹陷的痕跡(階梯式平面),那上刀的刀口會很銳利,操作時上下刀接觸也不會產生噪音.(因為074082U下軸整組的結構,裝置下刀時,是稍為緊壓著上刀0730710,所以上刀如有凹陷痕跡-階梯式平面,它會上上下下不斷的接觸撞擊下刀,影響了切削效果,而且噪音也會從這理產生出來).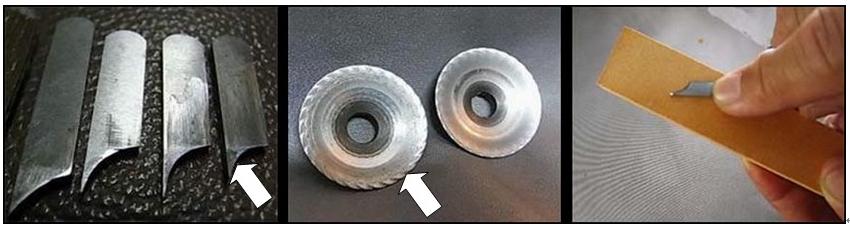
- 為什麼機器在動,但下刀並沒有轉動,沒辦法修邊切削,問題到底出在那裡?
- 下刀並沒有在轉轉的原因如下:(a).固定下刀螺絲(0740940)與下刀接觸不良.鎖緊螺絲固定後,下刀還是在螺絲內會打滑.(螺絲的斜度應與下刀中間孔的斜度貼在一起.)(b).上軸(0720510)與下軸(0740820)之間的傳動出了問題.檢查打開右邊的側蓋(0710390),去掉多效滑脂(牛油),注意齒輪箱內的蝸輪齒輪結構(0720810),檢查,(1).如果上軸可以轉動,而下刀仍然不動,那可能是蝸輪(0740811)與傘齒(0740812)咬合度已經鬆開打滑了.致使僅有蝸輪在空轉,而沒有一起帶動傘齒傳動.(2).如果上軸應該轉動而不轉,那可能是蝸輪傘齒與無端螺桿已經咬死卡住了.造成了兩者都不轉.(3).蝸輪傘齒的齒根或無端螺桿(0720560)的齒根已經磨損很多,兩者之間無法接觸帶動,變成整組的蝸輪傘齒不動,只有無端螺桿在空轉.處理的方式:(1).更換下刀或是固定下刀螺絲(2).更換整組的蝸輪傘齒或是無端螺桿(3).換上填滿新的多效滑脂(牛油)
- 操作中可以看到旋轉的下刀會上上下下或者是左右晃動,這是什麼原因?會造成產品切削不良嗎?
- 機器在使用一段時間後,因傳動磨擦的關係,便會造成零配件的磨損,而產生了間隙,尤其是未經常加油保養,每次機器的使用時間又長,零配件之間的接觸也就更容易損壞了. 零配件之間的磨損,造成了傳動的不穩定,將會直接影響修邊切削的品質.檢查下刀會不會上上下下或左右晃動時,請先關閉電源.拆下上刀,雙手指頭握住下刀,往上往下,或左右搖動看看,如果能搖動(零配件之間已經磨損產生了間隙),表示了須要更換下軸銅頭或者是下軸.同樣的道理.同時您也可以檢查刀桿(0730670)有沒有會晃動(磨損)或者是刀槽墊片已磨損了!. 刀桿,下軸,下軸銅頭以及刀槽墊片,撥梭器(072061U)....存在的是連鎖關係.
- 機器在使用中,速度上有時後會覺得快,有時後又會變得慢,而且圓皮帶很容易斷裂不能用,為什麼呢?
- 原因:(1).馬達速度的傳送,是透過圓皮帶(0721180)來帶動機器的運轉,由於速度與長時間的負荷磨擦,會使得圓皮帶產生材料疲乏失去原有的彈性而變長了.(2).或者是圓皮帶掛在上端的鋁皮帶輪(0720570)與馬達皮帶輪(P11070R..)位置不正確,(從側面看,上下端圓皮帶不成垂直線,而斜斜歪歪的),導致圓皮帶不斷的磨擦著 鋁皮待輪以及馬達皮帶輪邊緣,使得圓皮帶越磨越細,越來越鬆,甚致於傳動中圓皮帶也會打在後蓋(0710030)上,變本加勵.變長變細的圓皮帶,在皮帶輪傳動上有時 後就會有"打滑"的現象,使得速度上變成"時快時慢"的動作,同時圓皮帶很快的磨損不能用了.(3).圓皮帶並未正確掛在鋁皮帶輪的槽溝內,而掛在鋁皮帶輪外邊的圓徑上,使得圓皮帶與馬達皮帶輪的傳動直徑變小了,所以圓皮帶就鬆動了,傳動上便產生了時快時 慢的感覺. 另外圓皮帶與桌面垂直的位置也不正確(斜斜的與馬達皮帶輪不同在一直線上),圓皮帶並沒有穩定的在槽溝內傳動而是在外邊圓徑上游動旋轉,所以會造 成更大的磨擦,圓皮帶很快的就磨損斷裂.所以圓皮帶務必要掛在槽溝內.(4).圓皮帶與鋁皮帶輪長時間不斷的傳動與磨擦,導致鋁皮帶輪溝槽內的直徑磨損變小了或變形了,使得圓皮帶鬆長了.打滑的現象就會常常發生,速度上也因此就會變 成時快時慢的動作.處理的方式:(1).請把圓皮帶掛在鋁皮帶輪的槽溝內來傳動.(2).如果圓皮帶已磨損,請更換一條新的圓皮帶(3).如果是鋁皮帶輪已磨損了,請更換一個新的鋁皮帶輪.(4).更換圓皮帶並請同時檢查掛在鋁皮帶輪與馬達皮帶輪之間的圓皮帶,是否與桌面(BW01190)成一垂直線,(改變馬達皮帶輪的位置-鬆開螺絲將皮帶輪往前或往後推,然後栓緊螺絲)
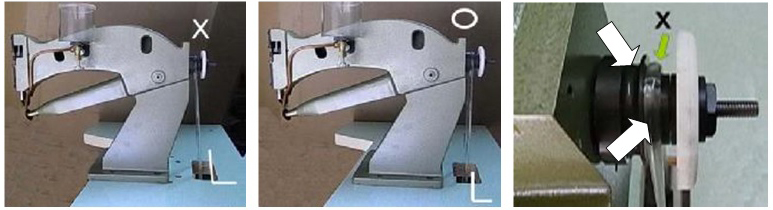
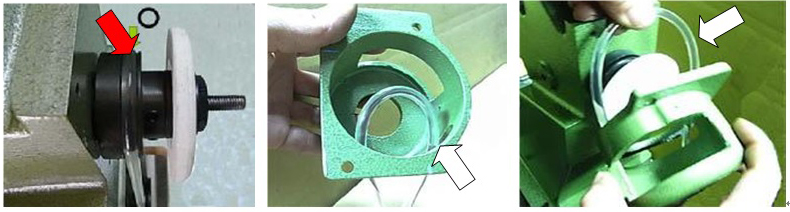
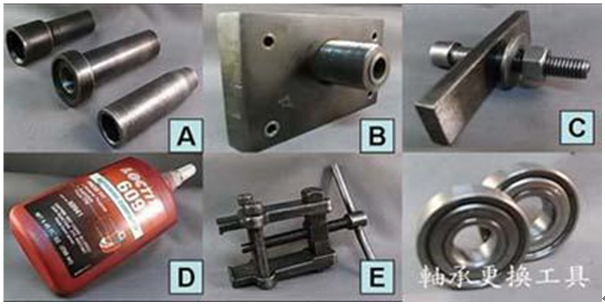
- 如何更換上軸0720510兩端的軸承(0720540 及0720550),請問有什麼好的工具可以使用而不傷到軸承?
- 在更換兩端軸承時,最重要的是換新的時後,在敲擊進入軸承孔(機体中)內,工具不能撞擊到軸承上的護蓋,護蓋一但觸及到軸承內的滾珠,機器在運轉就不順,磨擦中同時也會產生噪音與高溫.所以在裝上新的軸承時,最好能用一些標準工具, 正確的方法和用具(如圖),更換上才能牢固,才不至於產生噪音與高溫. 如果貴公司您有這方面的需求,敬請先登入會員,我們將協助提供您圖解說明參考.(本工具另售).
- 為什麼在使用HK-7的 0740881平下刀時,刀口往往會有齒狀碎裂,請問在何使用上應該注意那些事呢?
- 使用平下刀的目的是在操作上它可更貼近工作物毛邊的地方,由於下刀口斜面的角度比0740880標準下刀的角度來得更大,厚度更薄,所以靠中間(鞋底)的毛邊,有了更好的空間運轉,能減少阻礙,修削時更會暢順.但是它必須搭配074090S下軸銅頭(短)與0740821下軸(短)來使用.否則上下刀口沒有辦法接觸在一起..使用上應該注意的事項如下:(1).調整下刀對上刀的壓力 (調整下軸壓簧0740840的壓力)--鬆開調整壓簧瓦司(0740850)上的固定瓦司螺絲(0740851),將調整壓簧瓦司向前下軸銅頭(0740900)微調 壓緊,鎖緊固定瓦司螺絲即可,但不宜調整壓力過多過緊,這樣會使得上刀與下刀過渡磨損浪費並造成傷害也就是說壓力的調整要比使用原來0740880標準下 刀的壓力要小.因為平下刀比標準下刀的刀口厚度薄,其承受 的壓力大時,刀口很容易會受到傷害的..相關資料故障排除 5.為什麼會修剪不斷,毛邊經常會被捲入在刀子(0730710與0740880)裡邊?(2).如果上刀的表面是非常的光滑,而沒有凹陷的痕跡(階梯式平面),那上刀的刀口會很銳利,操作時上下刀接觸也不會產生噪音.(因為074082U下軸整組的結構,裝置下 刀時,是稍為緊壓著上刀 0730710),(3).如果上刀的平面有凹陷痕跡-(階梯式平面)時,階梯它會上上下下不斷的接觸撞擊下刀的刀口,不但影響了切削效果,產生噪音,如果上下刀口的壓力大時,更會造成下 刀口的傷害而會有齒狀碎裂 的現象, 所以觀念上不要為了好切削, 而將0740840壓簧越調越緊壓力越大,正確的方法應該是勤於研磨上下刀口才對.相關資料1.上刀須經常研磨,保持平面的光滑.研磨前請先在油石表面塗上潤滑機油.相關資料2.如何研磨"上刀"與"下刀",請查"技術說明-故障排除第9~11題的詳細說明"
- 毛邊的屑屑為什麼會經常被捲入下軸(0740820)內? 不好清除!
- 請往下軸銅頭以及下刀裡面看,您會發覺到鎖緊在下軸的下刀會與下軸銅頭保持有一小小"間隙",此間隙就是在容許下刀對於上刀的壓力空間(依靠著下軸壓簧來調整對於上刀的壓力,以便保持產生適當切削,切斷的能力). 因此如果須要修削毛邊的餘料又薄,寬度又小於2,3mm時,當下軸在旋轉時,就會很容易被捲入下軸內.處理的方式:可剪一小段(長約15mm)的軟性塑膠水管(直徑1/2").拆下下刀,然後將此水管套住下軸銅頭上,裝回下刀,再把此水管往下刀方向推回接觸,但是上下刀一定要保持原有的緊密接觸,這樣就能蓋住"間隙",細小的毛邊餘料也就不會被捲入下軸內了.

